क़ब्र का पत्थर
पृष्ठभूमि
हेडस्टोन को कई अलग-अलग नामों से जाना जाता है, जैसे कि मेमोरियल स्टोन, ग्रेव मार्कर, ग्रेवस्टोन और टॉम्बस्टोन।जो सभी हेडस्टोन्स के कार्य पर लागू होते हैं;मृतक का स्मरण और स्मरण।हेडस्टोन मूल रूप से फील्डस्टोन या लकड़ी के टुकड़ों से बनाए गए थे।कुछ इलाकों में, जानवरों को एक उथली कब्र को उजागर करने से रोकने के लिए पत्थरों ("भेड़िया पत्थरों" के रूप में जाना जाता है) को शरीर पर रखा गया था।
इतिहास
पुरातत्वविदों को निएंडरथल की कब्रें मिली हैं जो 20,000-75,000 साल पुरानी हैं।शवों को गुफाओं में बड़ी चट्टान के ढेर या उद्घाटन को कवर करने वाले शिलाखंडों के साथ खोजा गया है।ऐसा माना जाता है कि ये कब्र स्थल आकस्मिक थे।घायल या मरने वालों को शायद ठीक होने के लिए पीछे छोड़ दिया गया था, और जंगली जानवरों से सुरक्षा के लिए चट्टानों या शिलाखंडों को गुफा के सामने धकेल दिया गया था।इराक में शारिंदर गुफा एक व्यक्ति (सी। 50,000 ईसा पूर्व) के अवशेषों का घर था, जिसके शरीर पर फूल बिखरे हुए थे।
समय बीतने के साथ दफनाने के कई अन्य तरीके विकसित हुए हैं।लगभग 30,000 ई.पू. के आसपास अपने मृतकों को रखने के लिए सबसे पहले चीनी लोगों ने ताबूतों का उपयोग किया था। लगभग 3200 ई.पू. बाद के जीवन के लिए मिस्र के फिरौन के शवों को संरक्षित करने के लिए ममीकरण और संलेपन का उपयोग किया गया था।फिरौन को एक सरकोफैगस में रखा जाएगा और उनके नौकरों और भरोसेमंद सलाहकारों का प्रतिनिधित्व करने वाली मूर्तियों के साथ-साथ सोने और विलासिता के साथ-साथ दुनिया में उनकी स्वीकृति सुनिश्चित करने के लिए मूर्तियों के साथ प्रवेश किया जाएगा।कुछ राजाओं की आवश्यकता थी कि उनके वास्तविक सेवक और सलाहकार मृत्यु में उनके साथ हों, और सेवकों और सलाहकारों को मार कर कब्र में रख दिया गया।दाह संस्कार, जो ममीकरण के साथ ही शुरू हुआ, भी मृतकों के निपटान का एक लोकप्रिय तरीका था।आज यह संयुक्त राज्य अमेरिका में 26% निपटान विधियों और कनाडा में 45% के लिए जिम्मेदार है।
जैसे-जैसे धर्मों का विकास हुआ, श्मशान को हेय दृष्टि से देखा जाने लगा।कई धर्मों ने दाह संस्कार पर भी प्रतिबंध लगा दिया, यह दावा करते हुए कि यह मूर्तिपूजक अनुष्ठानों की याद दिलाता है।दफनाना पसंदीदा तरीका था, और कभी-कभी मृतकों को घर में कई दिनों के लिए रखा जाता था ताकि लोग उनके सम्मान का भुगतान कर सकें।1348 में, प्लेग ने यूरोप को मारा और लोगों को जल्द से जल्द और शहरों से दूर मृतकों को दफनाने के लिए मजबूर किया।ये मृत्यु और दफन अनुष्ठान तब तक जारी रहे जब तक कि कब्रिस्तान अतिप्रवाहित नहीं हो गए और कई उथली कब्रों के कारण बीमारी फैलती रही।1665 में, अंग्रेजी संसद ने केवल छोटे अंत्येष्टि के पक्ष में फैसला सुनाया और कब्रों की कानूनी गहराई 6 फीट (1.8 मीटर) रखी गई।इससे बीमारी का प्रसार कम हो गया, लेकिन कई कब्रिस्तानों में अत्यधिक आबादी बनी रही।
आज देखे जाने वाले के समान पहला कब्रिस्तान, 1804 में पेरिस में स्थापित किया गया था और इसे "उद्यान" कब्रिस्तान कहा जाता था।Pèere-Lachaise ऑस्कर वाइल्ड, फ्रेडरिक चोपिन और जिम मॉरिसन जैसे कई प्रसिद्ध नामों का घर है।यह इन उद्यान कब्रिस्तानों में था कि हेडस्टोन और स्मारक विस्तृत कार्य बन गए।किसी की सामाजिक स्थिति ने स्मारक के आकार और कलात्मकता को निर्धारित किया।प्रारंभिक स्मारकों में कंकालों और राक्षसों के साथ भयानक दृश्यों को दर्शाया गया है ताकि जीवित लोगों में जीवन के प्रति भय पैदा हो सके।बाद में उन्नीसवीं शताब्दी में, हेडस्टोन शांतिपूर्ण दृश्यों के पक्ष में विकसित हुए, जैसे कि करूब और देवदूत मृतक को ऊपर की ओर ले जाते हैं।संयुक्त राज्य अमेरिका ने 1831 में कैम्ब्रिज, मैसाचुसेट्स में अपने स्वयं के ग्रामीण कब्रिस्तान, द माउंट ऑबर्न कब्रिस्तान की स्थापना की।
कच्चा माल
शुरुआती हेडस्टोन स्लेट से बने थे, जो न्यू इंग्लैंड की शुरुआत में स्थानीय रूप से उपलब्ध थे।लोकप्रिय होने वाली अगली सामग्री संगमरमर थी, लेकिन समय के बाद संगमरमर नष्ट हो जाएगा और मृतक के नाम और विवरण अपाठ्य थे।1850 तक, ग्रेनाइट अपनी लचीलापन और पहुंच के कारण पसंदीदा हेडस्टोन सामग्री बन गया।आधुनिक स्मारकों में ग्रेनाइट मुख्य कच्चा माल है।
ग्रेनाइट एक आग्नेय चट्टान है जो मुख्य रूप से क्वार्ट्ज, फेल्डस्पार और प्लाजियोक्लेज़ फेल्डस्पार से बनी होती है जिसमें अन्य छोटे-छोटे खनिज मिश्रित होते हैं। ग्रेनाइट सफेद, गुलाबी, हल्के भूरे या गहरे भूरे रंग का हो सकता है।यह चट्टान मैग्मा (पिघली हुई सामग्री) से बनी है जिसे धीरे-धीरे ठंडा किया जाता है।ठंडा मैग्मा पृथ्वी की पपड़ी में बदलाव और मिट्टी के कटाव के माध्यम से पता लगाया जाता है।
डिज़ाइन
एक हेडस्टोन को वैयक्तिकृत करने के अनगिनत तरीके हैं।समाधिलेख में पवित्रशास्त्र के उद्धरणों से लेकर अस्पष्ट और विनोदी कथन शामिल हैं।साथ वाली मूर्तियों को पत्थर में उकेरा जा सकता है, ऊपर या पत्थर के बगल में रखा जा सकता है।हेडस्टोन का आकार और आकार भी भिन्न होता है।आम तौर पर, सभी पत्थरों को मशीन से पॉलिश और तराशा जाता है, फिर हाथ से बारीकी से विस्तृत किया जाता है।
विनिर्माण
प्रक्रिया
- पहला कदम पत्थर के प्रकार (आमतौर पर संगमरमर या ग्रेनाइट) और रंग का चयन करना है।इसके बाद ग्रेनाइट ब्लॉक को आधारशिला से काटा जाता है।ऐसा करने के तीन तरीके हैं।पहला तरीका ड्रिलिंग है।यह विधि एक वायवीय ड्रिल का उपयोग करती है जो ग्रेनाइट में 1 इंच (2.54 सेमी) दूर और 20 फीट (6.1 मीटर) की गहराई में छेद करती है।इसके बाद खदान में काम करने वाले 4 इंच (10.1 सेंटीमीटर) लंबे स्टील के टुकड़ों का इस्तेमाल करते हैं, जिनके स्टील के दांत होते हैं, जो चट्टान के मूल भाग को काटते हैं।
जेट पियर्सिंग ड्रिलिंग की तुलना में बहुत तेज है, लगभग सात गुना।इस विधि से एक घंटे में 16 फीट (4.9 मीटर) की खुदाई की जा सकती है।प्रक्रिया 2,800 ° F (1,537.8 ° C) लौ के रूप में दबाव वाले हाइड्रोकार्बन ईंधन और हवा के मिश्रण को बाहर निकालने के लिए एक खोखले स्टील शाफ्ट के साथ एक रॉकेट मोटर का उपयोग करती है।यह ज्वाला ध्वनि की गति से पांच गुना तेज है और ग्रेनाइट में 4 इंच (10.2 सेमी) काटती है।
तीसरा तरीका सबसे कुशल तरीका है, शांत, और लगभग कोई अपशिष्ट पैदा नहीं करता है।वाटर जेट पियर्सिंग ग्रेनाइट को काटने के लिए पानी के दबाव का उपयोग करता है।वाटर जेट पियर्सिंग, लो प्रेशर और हाई प्रेशर की दो प्रणालियाँ हैं।दोनों पानी की दो धाराओं का उत्सर्जन करते हैं, लेकिन निम्न दबाव प्रणाली की धाराएँ 1,400-1,800 psi के नीचे होती हैं, और उच्च दबाव की धाराएँ 40,000 psi से कम होती हैं।जेट से पानी का पुन: उपयोग किया जाता है, और विधि गलतियों और व्यर्थ सामग्री को कम करती है।
- अगला कदम ब्लॉक को खदान के बिस्तर से हटाना है।कर्मचारी 1.5-1.88 इंच (3.81-4.78 सेमी) स्टील बिट्स के साथ कार्बाइड के साथ इत्तला देने वाले बड़े वायवीय ड्रिल लेते हैं और ग्रेनाइट के ब्लॉक में क्षैतिज रूप से ड्रिल करते हैं।इसके बाद वे छेद में पेपर लपेटे हुए ब्लास्टिंग चार्ज लगाते हैं।एक बार चार्ज सेट हो जाने के बाद, ब्लॉक बाकी चट्टान से साफ टूट जाता है।
- ग्रेनाइट ब्लॉक आमतौर पर लगभग 3 फीट (0.9 मीटर) चौड़े, 3 फीट (0.9 मीटर) ऊंचे और 10 फीट (3 मीटर) लंबे होते हैं, जिनका वजन लगभग 20,250 पौंड (9,185 किलोग्राम) होता है।कार्यकर्ता या तो ब्लॉक के चारों ओर एक केबल को लूप करते हैं या हुक को दोनों छोर पर ड्रिल करते हैं और केबल को हुक से जोड़ते हैं।दोनों तरीकों से केबल एक बड़े डेरिक से जुड़ा होता है जो ग्रेनाइट ब्लॉक को ऊपर उठाता है और एक फ्लैटबेड ट्रक पर ले जाता है जो इसे हेडस्टोन निर्माता तक पहुंचाता है।खदानों का स्वामित्व स्वतंत्र रूप से होता है और वे निर्माताओं को ग्रेनाइट बेचते हैं, लेकिन कुछ बड़ी कंपनियां हैं जो खदानों की मालिक हैं।
- मैन्युफैक्चरिंग हाउस में पहुंचने के बाद, ग्रेनाइट स्लैब को एक कन्वेयर बेल्ट पर उतार दिया जाता है, जहां उन्हें छोटे स्लैब में काट दिया जाता है।स्लैब आम तौर पर 6, 8, 10, या 12 इंच (15.2, 20.3, 25, और 30.4 सेमी, क्रमशः) मोटे होते हैं।यह कदम एक रोटरी हीरे की आरी से किया जाता है।आरा 5 फीट (1.5 मीटर) या 11.6 फीट (3.54 मीटर) ठोस स्टील डायमंड ब्लेड से लैस है।ब्लेड में आमतौर पर लगभग 140-160 औद्योगिक हीरे के खंड होते हैं और औसतन 23-25 फीट की कटौती करने की क्षमता होती है।2(2.1-2.3 मी2) एक घंटा।
- कटे हुए स्लैब को अलग-अलग संख्या में रोटेटिंग हेड्स (आमतौर पर आठ से 13) के नीचे ग्रिट के अलग-अलग स्तरों के साथ पास किया जाता है।
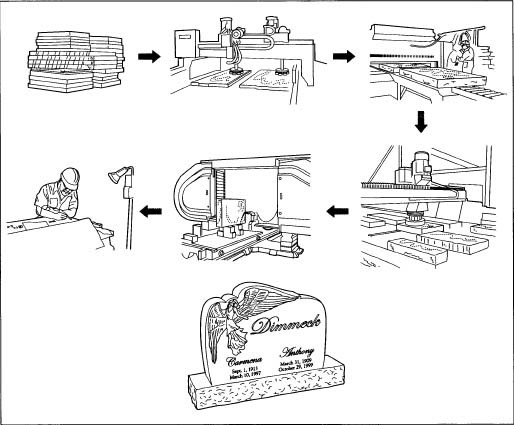
एक हेडस्टोन का निर्माण।
सबसे अपघर्षक से कम से कम।पहले कुछ सिरों में एक कठोर हीरा ग्रिट होता है, मध्य सिर सम्मान के लिए होते हैं, और पिछले कुछ सिर महसूस किए गए बफर पैड से लैस होते हैं।इन पैड्स में पानी और एल्युमीनियम या टिन ऑक्साइड पाउडर होता है, जो पत्थर को चिकना, चमकदार खत्म करने के लिए पॉलिश करता है।
- पॉलिश स्लैब को फिर कन्वेयर बेल्ट के साथ हाइड्रोलिक ब्रेकर में ले जाया जाता है।ब्रेकर कार्बाइड दांतों से सुसज्जित है जो ग्रेनाइट स्लैब पर 5,000 पीएसआई के करीब हाइड्रोलिक दबाव डालता है, जिससे पत्थर के माध्यम से एक ऊर्ध्वाधर कट बनता है।
- इसके बाद कटे हुए पत्थर को उपयुक्त आकार दिया जाता है।यह या तो छेनी और हथौड़े से हाथ से किया जाता है, या अधिक सटीक रूप से मल्टी-ब्लेड डायमंड आरी के साथ किया जाता है।इस मशीन को 30 ब्लेड तक रखने के लिए सेट किया जा सकता है, लेकिन आमतौर पर केवल आठ या नौ के साथ लोड किया जाता है।नौ ब्लेड से लैस, यह मल्टी-ब्लेड डायमंड आरी 27 फीट तक कट सकती है2(2.5 मि2) एक घंटा।
- पत्थर की सतहों को फिर से पॉलिश किया जाता है।अत्यधिक स्वचालित प्रक्रिया में, एक बार में 64 टुकड़ों को पॉलिश किया जा सकता है।
- ऊर्ध्वाधर किनारों को सतह पॉलिशर के समान एक स्वचालित पॉलिशिंग मशीन द्वारा पॉलिश किया जाता है।यह मशीन कठोरतम ग्रिट हेड चुनती है और इसे पत्थर के लंबवत किनारों पर काम करती है।मशीन तब तक अन्य ग्रिट्स के माध्यम से अपना काम करती है जब तक कि किनारे चिकनी न हों।
- रेडियल किनारों को एक ही समय में दो डायमंड ग्राइंडिंग ड्रम का उपयोग करके पॉलिश और पॉलिश किया जाता है।एक के पास कठोर ग्रिट वाला हीरा है, और दूसरे के पास महीन ग्रिट है।पत्थर के रेडियल किनारों को तब पॉलिश किया जाता है।
- यदि जटिल पत्थर की आकृतियों की आवश्यकता होती है, तो पॉलिश किए गए पत्थर को हीरे के तार की आरी में ले जाया जाता है।ऑपरेटर आरी को समायोजित करता है और प्रक्रिया शुरू करता है, जो आकार को हेडस्टोन में खोदने के लिए कंप्यूटर सॉफ्टवेयर का उपयोग करता है।कोई भी बारीक नक़्क़ाशी या विवरण हाथ से तैयार किया जाता है।
- क़ब्र का पत्थर तो खत्म करने के लिए तैयार है।रॉक पिचिंग में पत्थर के बाहरी किनारों को हाथ से तराशना शामिल है, जिससे अधिक परिभाषित, व्यक्तिगत आकार मिलता है।
- अब जबकि क़ब्र का पत्थर पॉलिश और आकार का है, यह उत्कीर्णन का समय है।सैंडब्लास्टिंग का आमतौर पर उपयोग किया जाता है।हेडस्टोन पर एक तरल गोंद लगाया जाता है।एक रबर स्टैंसिल को गोंद के ऊपर लगाया जाता है और फिर डिजाइन के कार्बन-समर्थित लेआउट के साथ कवर किया जाता है।कार्बन ड्राफ्ट्समैन द्वारा तैयार किए गए डिज़ाइन को रबर स्टैंसिल पर स्थानांतरित करता है।इसके बाद कार्यकर्ता पत्थरों पर वांछित अक्षरों और डिज़ाइन सुविधाओं को काटता है, जिससे उन्हें रेत-विस्फोट के लिए उजागर किया जाता है।सैंडब्लास्टिंग या तो मैन्युअल रूप से या स्वचालित रूप से की जाती है।प्रक्रिया के खतरों के कारण किसी भी तरह से एक संलग्न क्षेत्र में किया जाता है।पत्थर से परावर्तित अनाज से सुरक्षित होने के लिए कार्यकर्ता पूरी तरह से ढंका हुआ है।कोर्स कटिंग अपघर्षक 100 पीएसआई के बल पर लगाया जाता है।धूल संग्राहक पुन: उपयोग के लिए धूल को इकट्ठा करते हैं और बचाते हैं।
- किसी भी बचे हुए स्टैंसिल या गोंद से छुटकारा पाने के लिए पत्थर पर उच्च दबाव वाली भाप का छिड़काव किया जाता है।इसे फिर से पॉलिश किया जाता है और बारीकी से निरीक्षण किया जाता है, फिर खत्म होने से बचाने के लिए सिलोफ़न या भारी कागज में पैक किया जाता है।पैकेज को टोकरे में रखा जाता है और ग्राहक या अंतिम संस्कार निदेशक को भेज दिया जाता है।
गुणवत्ता नियंत्रण
निर्माण प्रक्रिया के दौरान गुणवत्ता नियंत्रण को दृढ़ता से लागू किया जाता है।रफ ग्रेनाइट के प्रत्येक स्लैब की रंग स्थिरता के लिए जाँच की जाती है।प्रत्येक पॉलिशिंग चरण के बाद, दोष के लिए हेड स्टोन की जांच की जाती है।चिप या खरोंच के पहले संकेत पर, पत्थर को लाइन से हटा दिया जाता है।
उपोत्पाद / अपशिष्ट
खदान में उपयोग की जाने वाली काटने की प्रक्रिया के आधार पर, अपशिष्ट भिन्न होता है।ड्रिलिंग उत्खनन का सबसे कम सटीक तरीका है, इस प्रकार सबसे अधिक अपशिष्ट उत्पन्न होता है।जल जेट विधि कम से कम ध्वनि प्रदूषण और धूल पैदा करती है।यह अन्य प्रक्रियाओं की तुलना में अधिक ईंधन कुशल भी है, और पानी को पुनर्चक्रित करने में सक्षम बनाता है।सैंडब्लास्टिंग में थोड़ा अपशिष्ट भी होता है क्योंकि रेत के कणों को एकत्र किया जाता है और उनका पुन: उपयोग भी किया जाता है।निर्माण से कोई भी दोषपूर्ण ग्रेनाइट पत्थर आम तौर पर अन्य निर्माण कंपनियों को बेच दिया जाता है या विदेशों में निर्यात किया जाता है।अन्य घटिया पत्थरों को हटा दिया जाता है।
भविष्य
ऐसी कई नई तकनीकें हैं जो हेडस्टोन्स पर डिजाइन बनाने के लिए अभिनव सॉफ्टवेयर का उपयोग करती हैं।लेजर नक़्क़ाशी एक आगामी विकास है जो चित्रों और अधिक जटिल डिजाइनों को लेजर बीम का उपयोग करके हेडस्टोन पर लगाने की अनुमति देता है।लेजर से निकलने वाली गर्मी ग्रेनाइट की सतह पर क्रिस्टल को फोड़ देती है, जिसके परिणामस्वरूप एक ऊंचा, हल्के रंग का नक़्क़ाशी होती है।
निकट भविष्य में ग्रेनाइट की कमी का अनुमान नहीं है।जैसे-जैसे खदानों का खनन होता है, नए संसाधन विकसित होते हैं।ऐसे कई नियम हैं जो एक बार में निर्यात किए जा सकने वाले ग्रेनाइट की मात्रा को सीमित करते हैं।मृतकों के निपटान के वैकल्पिक तरीके भी ऐसे कारक हैं जो हेडस्टोन के उत्पादन को सीमित कर सकते हैं।
पोस्ट समय: जनवरी-05-2021